We are going to take a short break from the lower receiver and do some work on the upper rear top cover. This piece is what holds the ejector in place and covers the rear of the upper receiver. In the original rifle it also contained the fire control mechanism. Due to the changes that we made to the fire control system it is now installed in the lower receiver.
In the first model reproduction this piece was made with only a single rib.

However in this model we are going back to the 7 rib design as in the original. I just think it looks better and more like the original. This is the story of making that pressing.
This is the story of making that pressing.
Pressing is an interesting art and science. While we do everything in solid works their sheet metal program is not actually designed for this type of work. A lot of steps were taken to get to the design that we wanted.
In this first picture is the basic sheet steel cut out that we started with to test the new stamping dies that we made for the pressing of the ribs.
 This is a far way from what the actual design will be when we stamp for the top cover.
This is a far way from what the actual design will be when we stamp for the top cover.
Here are a few pictures of the top cover rib stamping dies.

 This what the stamping will look like just out of the die.
This what the stamping will look like just out of the die.

Nothing ever turns out as it suppose to during the first pressing. We had are share of up sets.
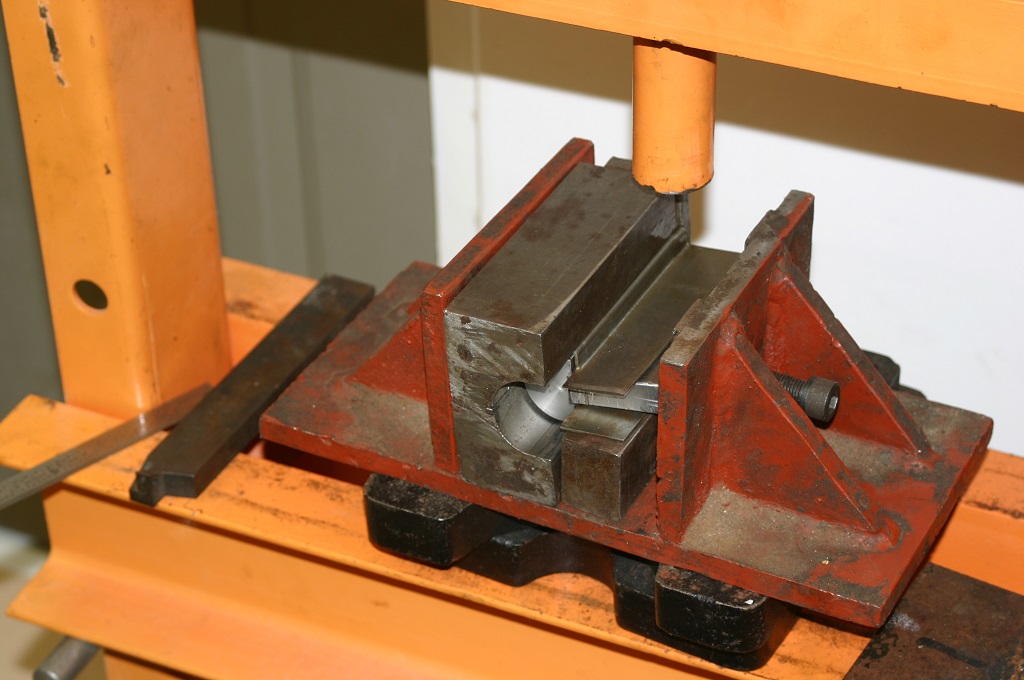
With the rib design correct and the overall shape correct it was time to test out the next step. This is to bend it into the correct shape for the rear top cover.
This next series of pictures is the actual bending of the top cover. This series was to test the actual die out and before it was installed in a set of die plates.
 These two pictures deal with setting up the flats in the press dies by correctly placing it to bend it.
These two pictures deal with setting up the flats in the press dies by correctly placing it to bend it.
 Once correctly located the pressing continues.
Once correctly located the pressing continues.
As a quick side not. The press used in this operation was a 20 ton from Harbor Freight.






Once through this operation the flat will come out with a rounded shape.

But the work does not stop there. Even though it has a basic shape it still needs to sharply defined. This next set of steps shows that being done.



 You will notice that several hits are done during this stage. This is to insure that the lower flange is pressed square for the entire stamping.
You will notice that several hits are done during this stage. This is to insure that the lower flange is pressed square for the entire stamping.
 Now that it is pressed tight it is taken out of the die and its support and this is what we have. Still a great deal of work to be done to it. In addition it is not quite the correct overall design.
Now that it is pressed tight it is taken out of the die and its support and this is what we have. Still a great deal of work to be done to it. In addition it is not quite the correct overall design.

The next post will deal with more on the upper rear top cover. I hope you enjoyed this presentation so far.





 Now for some individual parts.
Now for some individual parts.
 and a picture of this part.
and a picture of this part.
 and a picture of the follower
and a picture of the follower
 Here is a drawing of the magazine as well.
Here is a drawing of the magazine as well.