No posts for the last couple of days. Sorry about that but with the temperature hovering around 112 and working outside from 5:30 am until 7 or 8pm I am just out of steam.
Here are the updates though. The bending and stamping die for the AR-180B bolt hold open device in just about complete and we will be working on that this weekend. I have to finish hand tapping the safety shaft then it will be off to heat treat after that.
I have been spending a great deal of time drawing up parts in solid works to run on the cnc router. I am drawing up some basic patterns to machine for use in the casting shop, killing two birds with one stone.
Starting with a simple pattern.
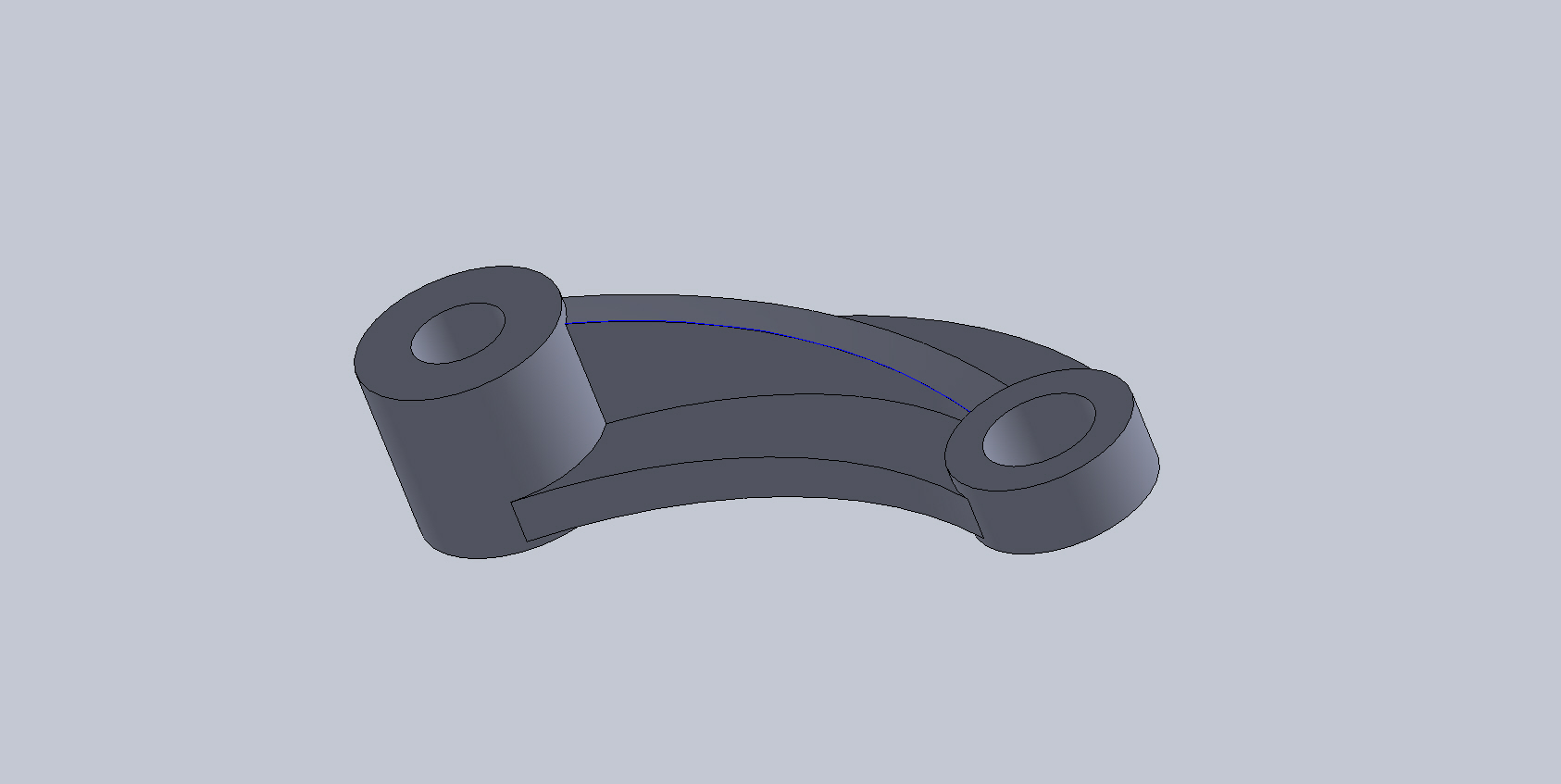
 To what is a complex part to machine and cast. This piece in the next two pictures has a complex curve between the two columns.
To what is a complex part to machine and cast. This piece in the next two pictures has a complex curve between the two columns.

 To a two piece pattern.
To a two piece pattern.
 I was able to write and run a program in dry run on the wire edm. Still working on cleaning the tank and flushing out the system, more to be accomplished on this this weekend.
I was able to write and run a program in dry run on the wire edm. Still working on cleaning the tank and flushing out the system, more to be accomplished on this this weekend.


























