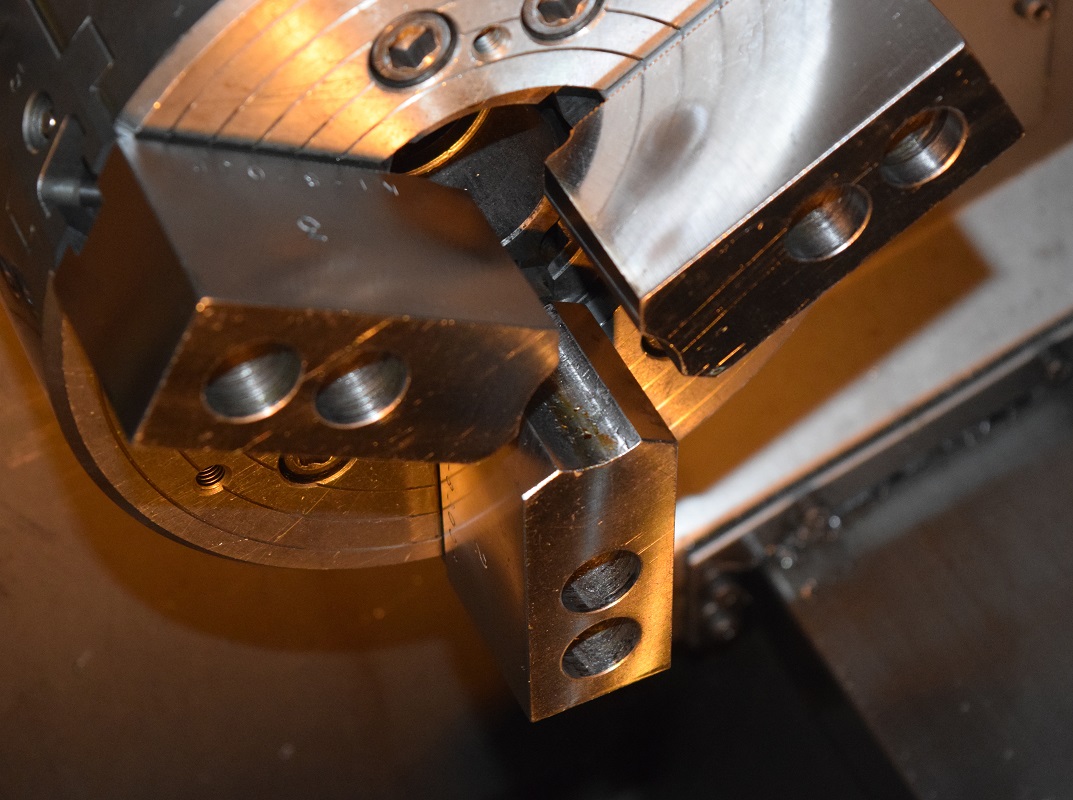
We bought this tool from Shars to allow use to hole the jaws in proper position the cut the proper diameter in the jaws for the bolt.
 Once set up the bolts were turned and we were off performing op 1 on the bolts.
Once set up the bolts were turned and we were off performing op 1 on the bolts.

The first op turned the minor diameter of the bolt, faced the bolt and drilled it for the firing pin.
 The second operation again turned for minor diameter, faced the bolt, and drilled the hole for the firing pin to be inserted. In addition the major diameter was turned.
The second operation again turned for minor diameter, faced the bolt, and drilled the hole for the firing pin to be inserted. In addition the major diameter was turned.

 Test bolts were made to set up each operation in the lathe and for the additional operations in the mill,
Test bolts were made to set up each operation in the lathe and for the additional operations in the mill,
 All test bolts were marked with double “x’s” on both sides. This prevents confusion later.
All test bolts were marked with double “x’s” on both sides. This prevents confusion later.
 With all the bolts completed for the first two operations it is not off for the third operation.
With all the bolts completed for the first two operations it is not off for the third operation.
 With the third op we go to the manual lathe to cut the firing pin hole to the correct diameter and depth with a square shoulder on the bottom. This allows the firing pin spring to set flat.
With the third op we go to the manual lathe to cut the firing pin hole to the correct diameter and depth with a square shoulder on the bottom. This allows the firing pin spring to set flat.

 With the end mill dialed in it is just a matter using the dro’s to go to the correct depth.
With the end mill dialed in it is just a matter using the dro’s to go to the correct depth.

 As sent to taped to the card.
As sent to taped to the card.