The myth of east-german newly manufactured P.38 pistols
PART II
Thanks for all the comments on our P.38 post!
Initially we wanted to make a video covering all the questions raised but rather doing another post.
First we will talk about the technical aspects and then the historical context.
So why new barrels?
The old ones were often in poor condition due to corrosive ammo (primers) and steel jacketed bullets.
What holds the sleeved barrel in place?
Most likely interference fit but could also be braced even though no traces visible.
The post war P.38/P1 pistols have a fully sleeved barrel.
At the first variant the barrel liner was held in place only by a cross pin.
That prooved to be unsatisfactory because the barrel liner started to walk out towards the muzzle under intense use.
The second variant features a collar all around (first a smaller, later a wider one) giving the barrel liner sufficient support.
A croatian P.38 inspired gun (PHP) features a barrel sleeved into the barrel block secured with a cross pin. Wasn’t manufactured for long and didn’t see much use.
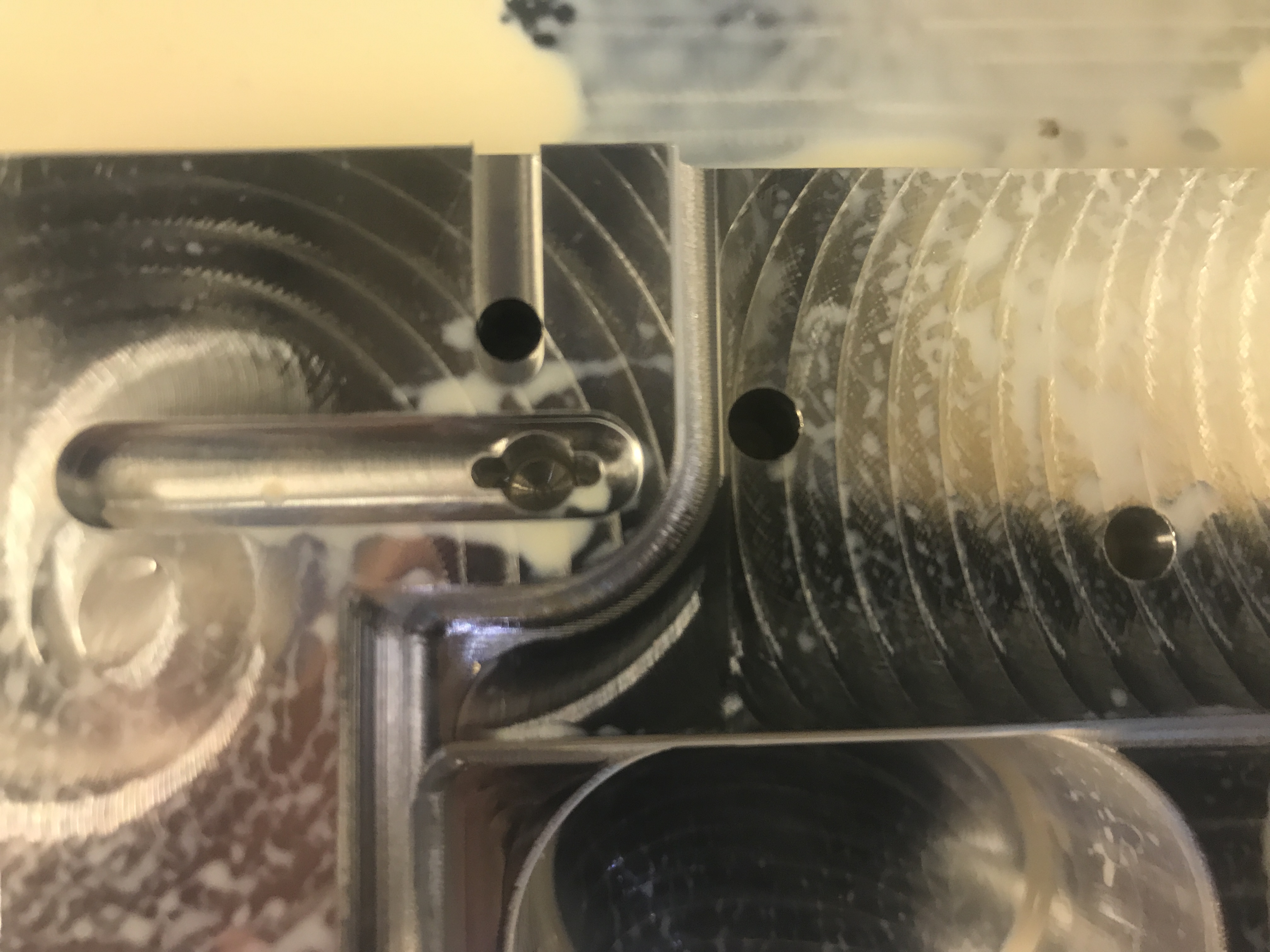
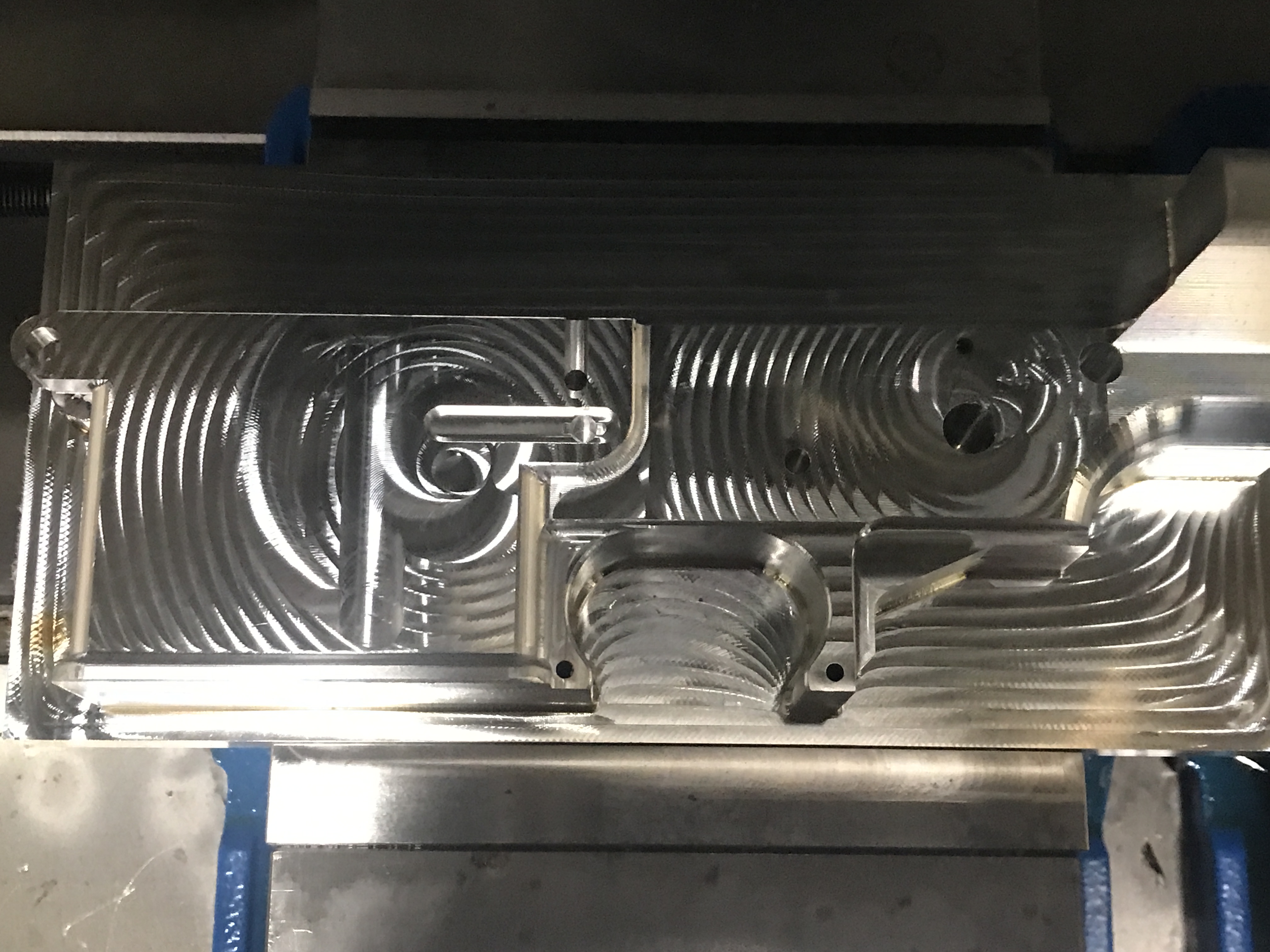
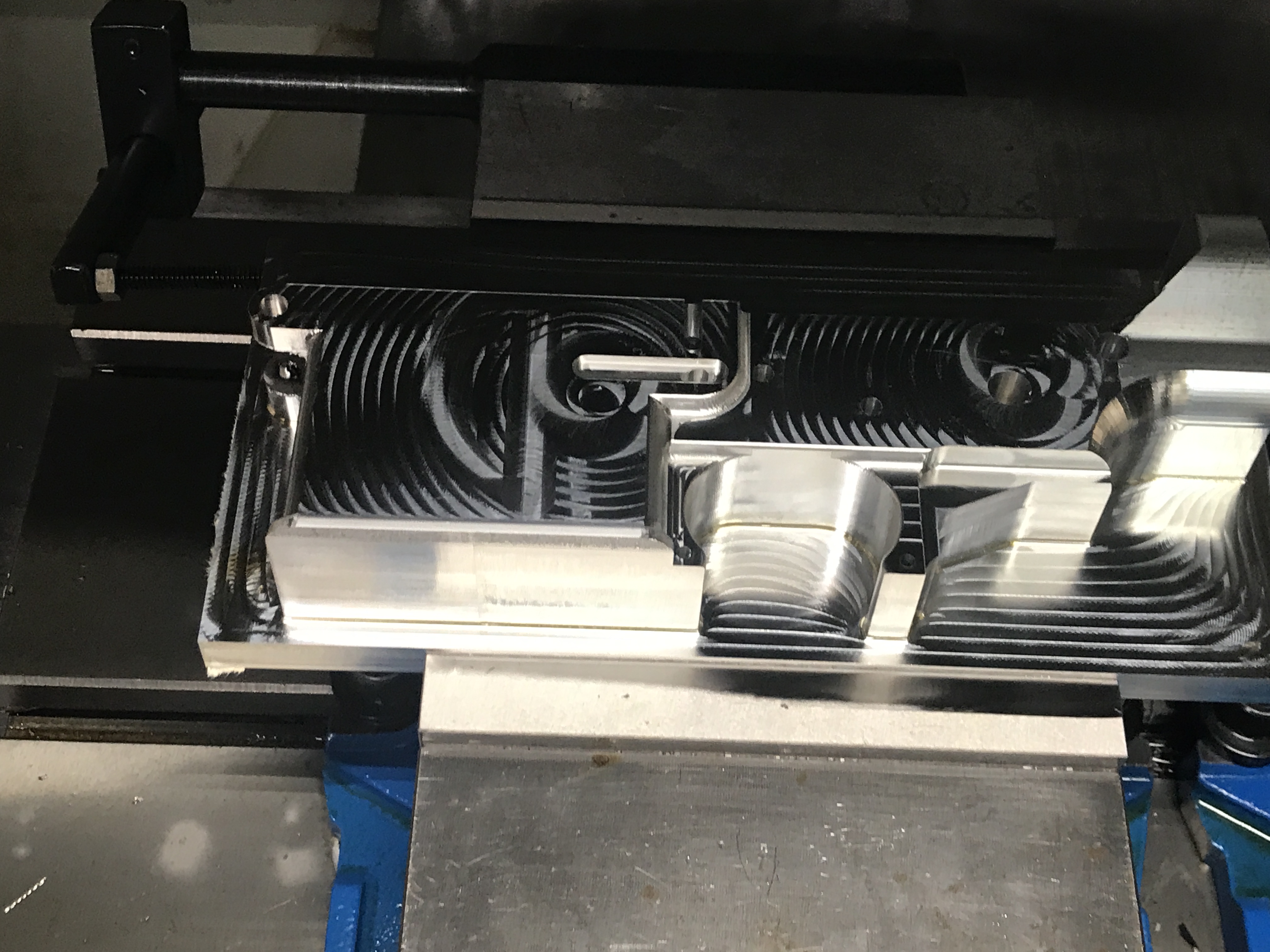
Years ago at the IWA trade show I’ve seen chinese copies of the SIG P226/P228 with the barrels clearly sleeved in the square block which is forming the locking/unlocking cam and locking shoulder.
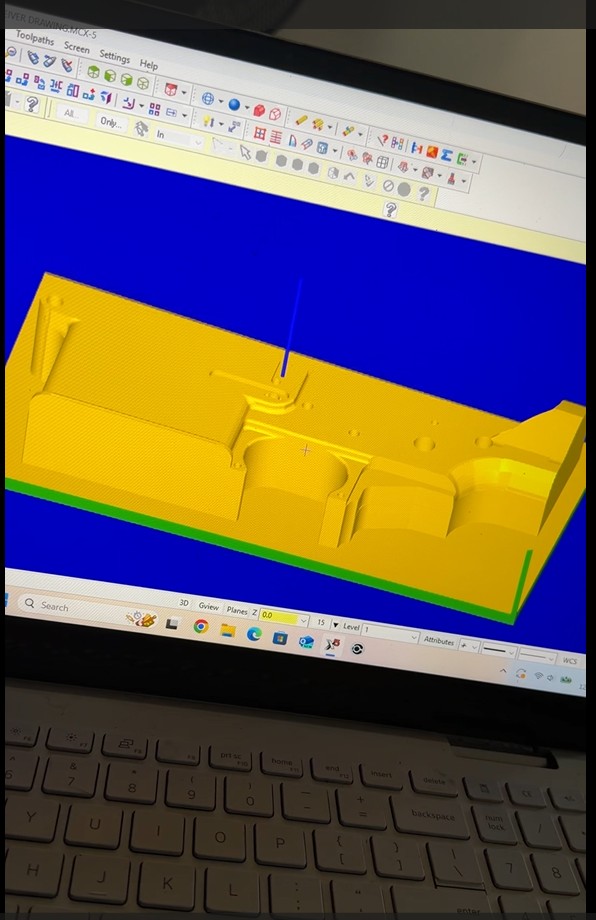
PIC 1a

So with a barrel only press fitted to the barrel block they probably would have experienced issues sooner or later. The barrel on the pictured gun looks brand-new. Wouldn’t shoot any of those much.
First N-series gun being N1000 – correct!
The book we referred to in part one actually lists this number among the guns that are confirmed to exist also including N1120. Which would actually mean that 121 N-series guns were made…
PIC 1b book cover

When looking at the fired Vopo P.38 cartridge casings those markings looked somehow familiar. Took me a while. Well, haven’t fired a Luger P08 in years!
PIC 2

To the left two shells from the Vopo P.38 – on the right two shells from a 1939 Mauser P08.
So looking down the barrel of two Luger pistols (1939 Mauser right, 1916 DWM left) they have a step in exactly the same spot as the Vopo P.38 barrel in the middle.
PIC 3a

At the 9mm Luger pistol that step/sealing rim was employed to achieve a better gas seal. They apparently didn’t trust the almost straight-walled 9×19 casing compared to the bottlenecked .30 Luger.
Didn’t worked very well on the Luger tested here since the cartridge casings look a lil bit fouled past the sealing rim. The P.38 though never had that stepped chamber.
According to the book “The Mauser Parabellum 1930-1946″ that sealing rim was dropped at the Luger pistol sometime 1941/1942 since it caused extraction issues with steel cased ammo.
PIC 3b book cover

So did they actually made complete new P.38 barrels in East Germany or conveniently covered the sleeving by arranging the ring joint being in the same spot as the sealing rim at the Luger pistol?
Or if they made complete new barrels why employing that unnecessary sealing rim at the P.38?
Not enough tooling so they used the same chamber reamer they used for the newly made Luger barrels?
BTW, do east German Luger barrels have that sealing rim? No Vopo Luger was available to check.
And why would they have reintroduced that sealing rim anyway since East Germany used steel cased ammo as well?
Speculation at this point. To me it still looks like a sleeved barrel. Esp. those peening marks where the barrel sticks out of the barrel block. Only the new Vopo P.38 barrels have these markings and I can’t even figure out what machining operation would have left these marks and for what reason other than covering a ring joint.
The only way to find out indeed seems to be cutting on of those Vopo barrels. Maybe there is a cutaway model out there that could help to clarify the matter.
Was also looking for deactivated barrels as they are common in Europe with the barrel slotted or otherwise cut open. No luck so far…
Now lets go to the historical aspects…
In 1945 the Walther factory was first inspected by American troops and their technical intelligence teams:
https://forums.g503.com/viewtopic.php?t=250311
PIC 4

“The P.38 Pistol” states on page 55 – when on April 4, 1945 American troops arrived at the Walther plant 1,600 P.38/HP were found ready to ship and others still unfinished were assembled and taken as war souvenirs.
So after the Americans took everything they were interested in plus everything else they didn’t wanna leave for the Russians, the second raid happened when the Russians arrived on July 3rd 1945.
And the Russians took everything!
Two aspects played a role. First they wanted to strip the former enemy of all resources that would make Germany a powerful and dangerous player ever again. And they were still traumatized by the experience not having enough guns when WW2 started.
In Stalingrad they only had one rifle for every other soldier. The unarmed ones were supposed to pick up a rifle from a fallen one with a rifle!
The second aspect is that Russia was lacking almost everything regarding modern equipment (by standards back then).
My grandma told me when a group of Russian soldiers was looting the house right after the war one of them was putting his boot in the toilet trying to figure out what that appliance was good for! He simply didn’t know what it was.
Now before the thousands of Russian readers we have will all get butthurt – they had a very few big and some smaller cities in Russia but 95% of the country was just outback. With these primitive farmer’s cottages, unpaved roads, a well in the backyard and a hole in the ground to take a dump!
So they took EVERYTHING they didn’t have back home in Russia. Nothing remotely usable was left!
According to documents of the Soviet Main Directorate “Beutegut” (war booty) 60,149 pianos, grand pianos and accordions, 941,605 pieces of furniture, over 3 million pairs of shoes and 1,2 million winter coats, clothing, bed linen and furs were removed from the Soviet occupation zone (SBZ).
And in 1946 the buildings of the Walther factory were demolished.
That’s why the Walther factory never became a part of the ETW conglomerate (VEB Ernst Thälmann-Werke, founded 1954).
Same story happened with the Mauser factory in french occupied Germany.
There is a very interesting book telling a lot about these post-war aspects:
PIC 5 book cover
Before the demolition of the Mauser factory was ordered in November 1947 several trains with guns, parts, equipment, machinery etc. were leaving for France.
The question that there was enough experienced personal available. In that book German engineers questioned in 1945 stated that they were already lacking trained staff after 1942! And it would take an estimated two years to get production and R&D to the level before 1945.
And in the soviet zone no one was employed in essential functions who was formerly engaged in the NSDAP. In contrast to the western Allies who used former cops etc. after a short de-nazification period. That was reducing the available qualified workforce in East Germany even more.
And we are talking about the late 40’s and early 50’s when these “new” P.38’s were made.
According to the aforementioned book East Germany received a large number of WW2 guns from the Russians in 1953. The better ones were reworked the others used for spare parts. Coincidentally all the N-series barrels both P.38 and P08 are dated 1953, most 9/53?
And when the mass production of the P.38 was already planned why having a production line for the way more complex P08 set up as well? Regarding the limited resources at that time it wouldn’t make any sense.
So could all these “newly made” P.38’s and P08’s be reworked WW2 guns? Absolutely.
Same goes for the Walther PP post-war production. All of those “1001” guns could be reworked WW2 guns. Here you can see serial No. 132270.
http://www.hermann-historica-archiv.de/auktion/hhm50.pl?db=S-50.txt&f=ZAEHLER&c=1153&t=temartic_S_GB&co=1
They for sure didn’t make over 130,000 of these! That’s a rework retaining the original number.
The expert literature often gives conflicting info as well and should be taken with a grain of salt.
“The Parabellum is back” on page 90 shows a list of guns manufactured at Mauser under French control stating that 35,000 P.38 pistols were made until March 1946 and 20,000 Mauser HSc pistols. Manufacturing ended in May 1946.
On the same page a production overview including April 1946 lists only 13,971 HSc pistols!
The book “The Mauser Parabellum 1930-1946″ shows the very same list for the complete time frame till May 1946 but only 3,500 P.38! Which clearly looks like a transcription error. Both books published 2010.
The book “The P.38 pistol” (2017) gives on page 176 a total of 37,855 P.38’s made under french control. Which could very well be since the chart in “The Parabellum is back” on page 90 lists 36,720 P.38 made including April 1946 plus likely a few more made in May before production ceased.
I’m aware there is the wish of every collector to possess something special, only made in very limited numbers, but except for a few special markings not even consistently used, I haven’t seen any physical evidence proving actually newly made (not assembled) P08/P.38/PP at that time.
Things were changing quickly though in the mid-50’s with establishing the West German Bundeswehr in 1955 and the East German NVA in 1956 …
If any of our readers has more information or other aspects we should cover – please let us know.

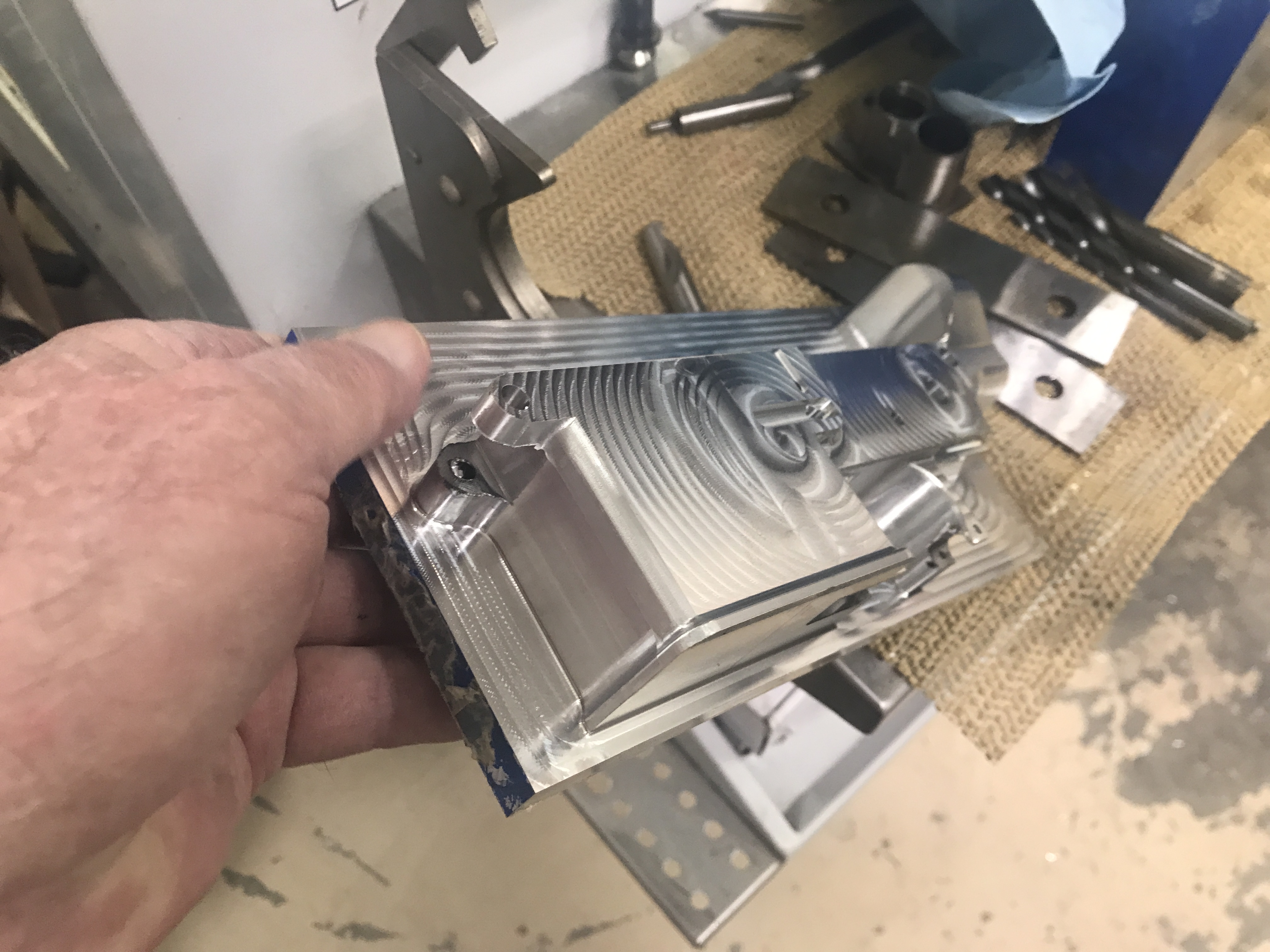
 The other issue that was found was that the selector stops were located in the wrong spot.
The other issue that was found was that the selector stops were located in the wrong spot. All the issues have been corrected and checked. Next is to design a logo and write the printing program then start making Sudanese lower semi receivers.
All the issues have been corrected and checked. Next is to design a logo and write the printing program then start making Sudanese lower semi receivers.