Today we are going to write a basic program for the Japax wire EDM and run that program on the machine. This will be a dry run only to verify that the machine can perform the program as written.
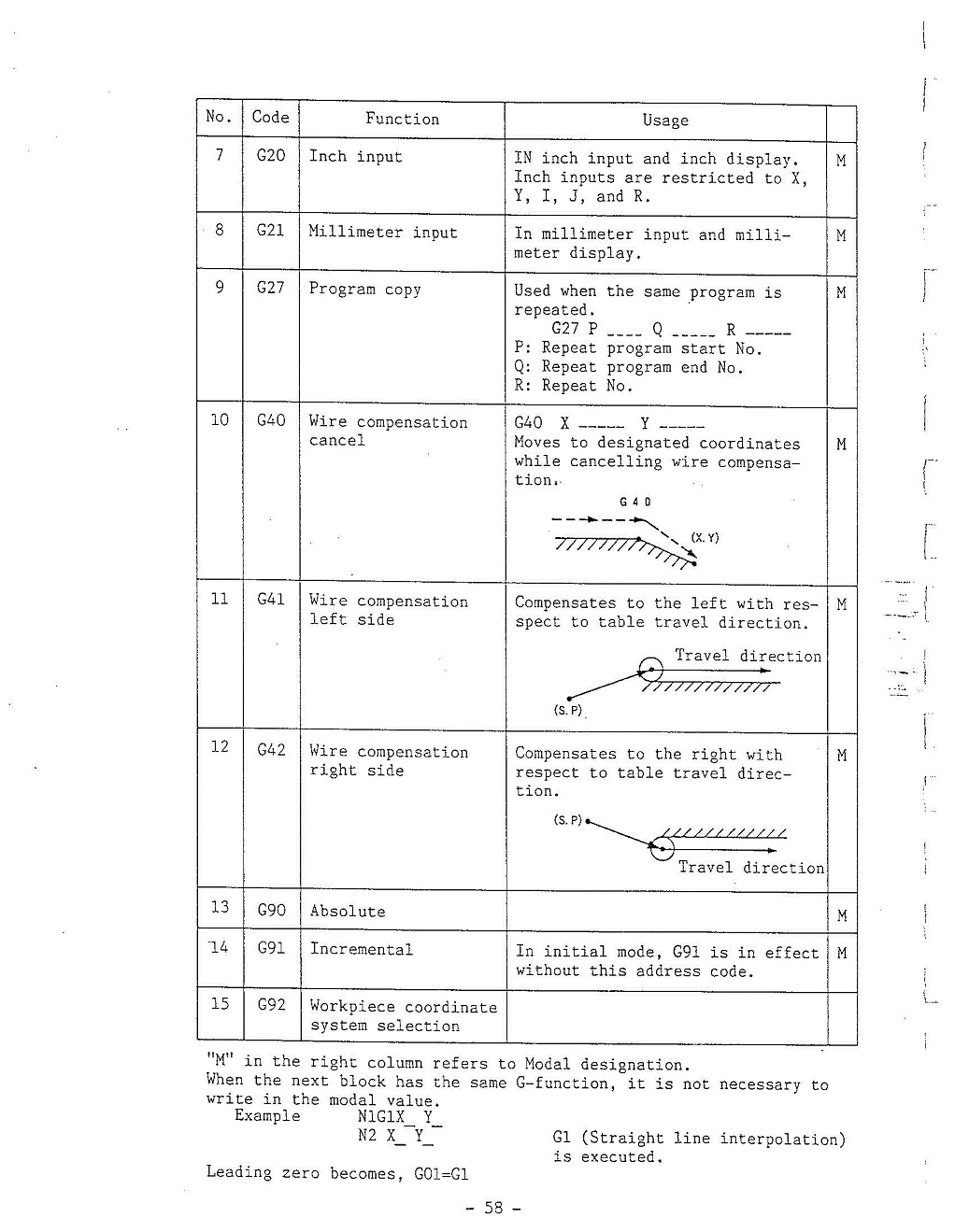
To give everyone a little back ground this machine uses what is call G-code to perform its functions. Here are the sheets of G-code that pertain to the Japax wire EDM.

 These are the M-code required to operate this machine.
These are the M-code required to operate this machine.

This first sheet is how the program is written in the manual.
 There are a couple of problems with this program. The first is no program number, not a big deal but life is easier with it. The second is that the program does not call out a G-code to determine if the part is metric or inch. This is a big deal as there is a large difference between 20mm and 20 inches in travel.
There are a couple of problems with this program. The first is no program number, not a big deal but life is easier with it. The second is that the program does not call out a G-code to determine if the part is metric or inch. This is a big deal as there is a large difference between 20mm and 20 inches in travel.
So the proper program would be written as such.
N123 (This is the program number. It is not necessary but a good idea.
N1 G21 (This lets the machine know that the measurement are in metric) ( The decimal point behind a number also indicates that the move is to be completed in metric)
N2 G90 E.1 D1 (This tells the edm that all measurements are in absolute and not incremental. The E.1 is the wire compensation as registered in D1)
N3 G92 X0Y10.0 (This is the X and Y start point. It is where it is to start at and based upon G92 as the part coordinate.
N4 G42 G1 X0 Y20. D0 (the G42 is wire compensation to the right side,G1 lets it know to travel in a straight line from X0 to Y20.
This is an important note. All measurement unit with a number in it must be followed by a decimal point.
N5 X10.Y20. D1 (Because the last G code told it to travel in a straight line we are still telling it to do that just this time we are going from X0Y20 to X10Y20) The D1 call up the wire comp that we stored earlier.)
N6 X10. Y0 (the wire is still following a straight line)
N7 X-10. Y0 (still moving in a straight line with a change in direction)
N8 X-10. Y20. ( straight line change of direction)
N9 X0 Y20. ( the wire is still on a straight path and still using the wire comp set in N5)
N10 X0 Y10. D0 (Straight path with no wire comp, it was turn off with the D0)
N11 G91 E-.1 D1 G90 ( We now go to incremental movement, a wire comp of -.1 is taken from D1 and the G90 puts us back into absolute)
N12 G27 P5 Q12 R1 ( The G27 code means to copy The P is the start point the Q is the ending point and the R is the number of times to repeat the process)
N13 M02 ( program ends)
There is another method also to input measurements in metric. If you write the measurement code as X10 Y5 this tells the machine to move in inches. If the same code is written as X10. Y5. this tells the machine to move in metric.
There are a couple of items that are important to discuss at this time.
First is that “I” has to be typed prior to any input, then the store button is pushed to input the data. So an actual line of code would be written as :
I N3 G92 X0 Y10.0 (inch) then press the STORE button
I N3 G92 X0. Y10.0. (metric) then press the store button
There are a couple of other important letters that are used to input data.
P : this is to correct a line of code that has the >marker
D: This will delete the line of code that has the > marker
R: This will replace a work in a line of code with another work. A space must be used between the old word and a new word
/ then pushing the store button returns you to the select display screen
This is a video of the machine operating using this program.
If anyone out there has experience with a Japax wire EDM I would like to chat with you.
I have Japax wire edm ls350a and if you have some questions about please send me email.
I look forward to chatting with you. Thanks
Аs I said, I have Japax machiner but I have a problem. When I bought the machine did not give me any documentation. So I wonder if you have anything of it. Especially for the control unit 3F and VH01. That it would be very important if I have a problem with it. Thank you in advance.
I received my info from the great guys at McWillams. there web site is:
http://www.mcwilliamsedm.com/index.html
If you have the model number they can get you everything you need.